
Demir Fosfat Kaplamalar
Yatırım maliyetinin düşük olması ve kullanılan kimyasalların birim maliyetlerinin ucuz olması nedeniyle kapalı ortamda çalışan ya da muhafaza edilen metal parçalar için en uygun fosfatlama tipi demir fosfat kaplamadır. Demir fosfat kaplama kimyasalları çok yüksek korozyon direnci gerektirmeyen metal parçaların boyanması öncesinde elle silme, daldırma ya da sprey olarak uygulanabilir.
Demir fosfatlama, boyanın yüzeye yapışkanlığını artırarak darbe direnci ve elastikiyet kazandırır. Boyanan metal darbeye maruz kaldığında boya altı pas ilerlemesi büyük ölçüde engellenir.
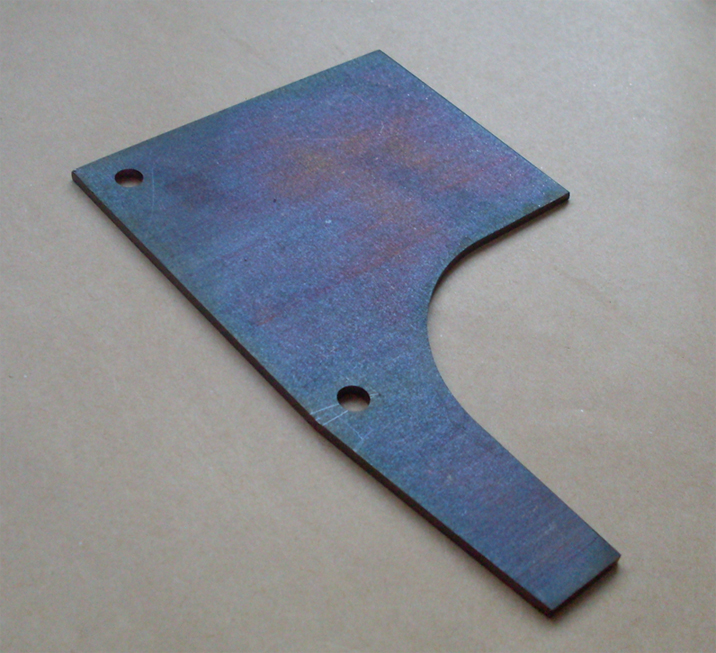
Demir fosfat kaplamanın ağırlığı genellikle 0,2-1,0 g/m² arasında değişir. Çalışma sıcaklığı 20-60ºC arasındadır. Kullanım konsantrasyonu %1-10 arasında değişir. Kaplanmış metal yüzey, kullanılan kimyasalın içeriğine ve metalin durumuna göre açık sarı, alacalı mavi ve kızıl renkte olabilir. Uygulama banyosunun pH değeri 4-6 olmalıdır. Düşük pH değerlerinde tozlanma, yüksek değerlerde ise zayıf kaplama görülür. Demir fosfat, çinko fosfatla kıyaslandığında, daha ince bir kaplama sağladığı için sonrasında uygulanan pasivasyon ve kurutma işlemlerinin önemi büyüktür. Eğer malzemede paslanma meydana gelmiş ise kaplama kalınlığının az olduğu düşünülebilir. Fosfatlanmış metal parçalar boyanmazsa, fosfat kaplamanın fazla bir koruyuculuğu yoktur. Kaplanan parçaların en kısa zamanda boyanması gerekir.
Demir Fosfat Kaplama Uygulama Yöntemleri
Silme Demir Fosfat Uygulaması
Silme tipi demir fosfatlama en basit demir fosfat kaplama metodudur. Metal parçalara sünger veya fırça yardımıyla kimyasal çözelti uygulanarak yağ alma ve fosfatlama işlemi aynı anda gerçekleştirilir. Daldırma banyolara uygun olmayan büyük boyutlu parçalar için faydalı ve pratik bir yöntemdir. Birçok işletmede karşılaşılan yetersiz çalışma alanı sorunu için uygun bir çözümdür.
Silme tip demir fosfatlama için çalışma sıcaklığı 20-50°C arasıdır. Yüksek sıcaklıklarda hem yağ alma hem de fosfat kaplama daha etkilidir. Kimyasal kullanım konsantrasyonları %10 seviyesindedir.
Banyoya kimyasal eklentiler yerine tekrar kurulum önerilir. Çalışma banyosunun ısıtılması gerektirmediğinden ve uygulamanın basitliği açısından da kullanıcılar için önemli bir tercih sebebidir.
İşletmede gerçekleştirilen manuel demir fosfat uygulaması:
Daldırma Demir Fosfat Uygulaması
Daldırma tipi demir fosfat prosesi, yatırım maliyetinin düşüklüğü ve kullanım kolaylığı açısından işletmelerin çokça tercih ettiği bir fosfatlama yöntemidir.
Demir fosfatlama işleminden önce parçaların yağ, pas ve kirliliklerden tamamen arındırılmış olması gerekir. Metal parçalarda pas veya tufal olması durumunda, asitle temizleme sonrası fosfatlama gerçekleştirilmelidir. Asit banyosunda temizlenen parçaların iyice durulanması gerekir. Aksi halde fosfat banyosuna taşınım gerçekleşir ve kimyasal karakteri değişir, banyo ömrü kısalır.
Fosfat kaplanan parçalara pasivasyon işlemi uygulanır. Ardından pas oluşumunun önlenmesi için 100-120 °C de kurutmaya alınır. Aşırı yüksek sıcaklıklarda fosfat kaplama zarar görebilir bu nedenle kurutma sıcaklıkları aralıklarla kontrol edilmelidir.
Daldırma tip demir fosfatlama banyolarında işlem süresi 50 - 60°C de 5 - 10dk civarındadır. Fosfatlama kimyasallarının kullanım oranları da % 3-5 arasındadır. Çalışma süresince aralıklarla banyo pH ve toplam asit değerleri kontrol edilmelidir. Fosfatlama banyosunun pH’ sı çalışma boyunca yükselme eğilimindedir ve pH ayarlayıcı kimyasallarla pH değeri 4 - 6 arasında tutulmalıdır. Banyo konsantrasyonu kimyasal eklentileriyle ayarlanabilir. Toplam asit değeri kimyasal ürünlere göre değişiklik gösterse de, genelde 6 ml. nin altına düşmemelidir.
Sprey (Püskürtme) Demir Fosfat Uygulaması
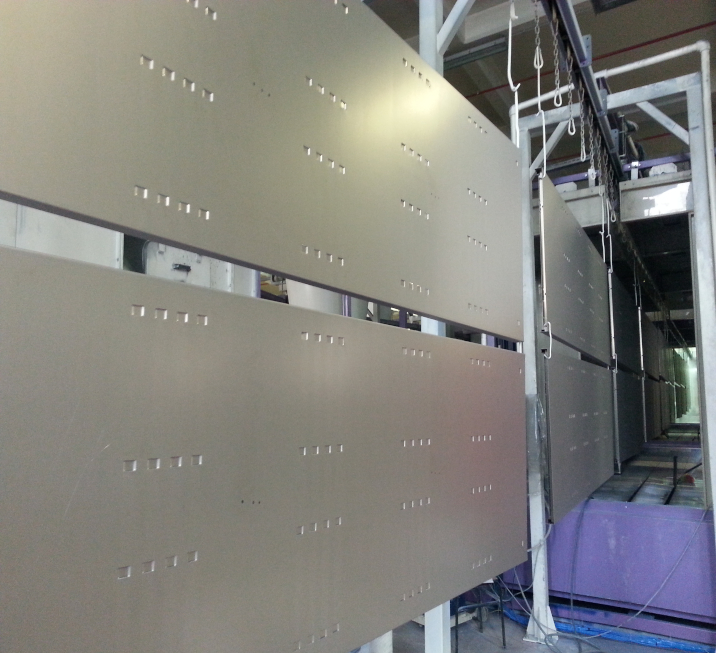
Püskürtme tip demir fosfat kaplama hatları, günümüzde büyük işletmelerin tercih ettiği en yeni demir fosfat kaplama yöntemidir. Basınç etkisiyle yağ alma ve kaplama işlemi daha etkili gerçekleşmekte ve bununla birlikte daha düşük sıcaklık ve kimyasal konsantrasyonlarıyla çalışılması mümkün olmaktadır. Yatırım maliyeti yüksek olmasına karşın kaplama kalitesi, yüksek hızlarda çalışılması ve temizlenen / kaplanan birim alan başına daha az kimyasal tüketimi sprey sistemin en önemli avantajlarıdır.
Yağ alma işlemi iki farklı şekilde uygulanabilir; alkali yağ alma ve nötral yağ alma. Alkali yağ alma tercih edilirse fosfatlama banyosunun öncesinde ayrı bir banyoda kullanılır. Nötral yağ alma tercih edildiğinde ise çinko fosfatlama ve mangan fosfatlamada mümkün olmayan aynı banyoda yağ alma ve fosfatlama işlemi gerçekleştirilebilir.
Sprey demir fosfatlama prosesinde işlem süresi 55 - 65°C sıcaklık aralığında 2-5 dakikadır. Sprey basıncı 1,5 - 2,0 bar arasındadır. Basıncın düşük olması durumunda kaplama zayıf olur. Yüksek sıcaklıklarda ise tozlu kaplama meydana gelebilir. İşlem banyosunun pH'sı 4 - 6 aralığında olmalıdır. Uygun pH değerlerinin sürekli sağlanması için pH ayarlayıcı kimyasallar kullanılabilir. Banyonun kimyasal konsantrasyonu genellikle %2 civarındadır. Fosfatlanan parçalar son aşamada durulanır ve boya altında daha yüksek korozyon direnci sağlanması için pasivasyon işlemi uygulanır. Kurutma sıcaklığı için 100°C yeterlidir. Aşırı yüksek sıcaklıklarda fosfat kristalleri arasındaki su yüzeyden uzaklaşır ve bu da fosfat kaplamanın kalitesine direkt etki eder, korozyon direnci düşük olur.
Alüminyum ve alaşımları ve galvaniz kaplı metallerin yağ alma ve aşındırma işlemi için de sprey demir fosfat uygulaması kullanılabilir.